Daily Archives: 2020-09-24
A feliratok helyes megtervezése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24



Kontúrmarás és marás NYÁK-on belül
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24

A kapcsolás és a NYÁK huzalozásának megtervezése után az alábbi kép szerint nézett ki a terv. A kontúr jelenleg csak egy téglalap alak. A ![]() vonal,
vonal, ![]() körív és
körív és ![]() kör rajzolásával ezt a kontúrt tetszőlegesen átrajzolhatjuk, a szükségtelen részeit pedig az
kör rajzolásával ezt a kontúrt tetszőlegesen átrajzolhatjuk, a szükségtelen részeit pedig az ![]() “Elem törlése” ikon segítségével eltávolíthatjuk. Lássuk, hogyan!
“Elem törlése” ikon segítségével eltávolíthatjuk. Lássuk, hogyan!

A rácspontokat (![]() Grid) 0,5mm-re állítottam a rajzolás megkönnyítése érdekében.
Grid) 0,5mm-re állítottam a rajzolás megkönnyítése érdekében.

Most készítsünk egy 1,5mm sugarú lekerekítést a bal alsó sarokba ![]() körív rajzolással! Ügyeljünk arra, hogy a rétegek közül a 20 Dimension legyen kiválasztva (
körív rajzolással! Ügyeljünk arra, hogy a rétegek közül a 20 Dimension legyen kiválasztva ( ![]() ikon mellett jobbra), azaz a kontúr rétegben rajzoljunk, és a vonalszélesség 0mm legyen. (Az újabb Eagle 9.x verziókban a 0mm-es vonalszélességet sajnos nem exportálja ki a szükséges Gerber fájlokba, ezért ott valamilyen 0-tól eltérő, minimális szélességet állítsunk be.)
ikon mellett jobbra), azaz a kontúr rétegben rajzoljunk, és a vonalszélesség 0mm legyen. (Az újabb Eagle 9.x verziókban a 0mm-es vonalszélességet sajnos nem exportálja ki a szükséges Gerber fájlokba, ezért ott valamilyen 0-tól eltérő, minimális szélességet állítsunk be.)

Töröljük ki a felesleges sarkot a kontúrból: az ![]() Elem törlése ikon kiválasztása után kattintsunk az eltávolítani kívánt részekre!
Elem törlése ikon kiválasztása után kattintsunk az eltávolítani kívánt részekre!

Rajzoljunk egy 3mm széles beugró részt az alábbi kép szerint, ahova egy M3-as csavar beilleszthető rögzítőelemként. Használjuk a ![]() körív és az
körív és az ![]() Elem törlése funkciót!
Elem törlése funkciót!


A NYÁK gyártás során marást NYÁK-on belül is kérhetünk, amelyet ugyanúgy rajzolhatunk a 20 Dimension rétegbe, vagy válszthatjuk a 46 Milling réteget is (![]() ikon mellett jobbra). A különbség ilyenkor mindössze annyi, hogy ez utóbbi esetben az Eagle ezt más színnel jelzi. Ezután az igényeinknek és a technológiai korlátoknak megfelelő alakzatokat berajzolhatjuk. Ez jelen példában így néz ki:
ikon mellett jobbra). A különbség ilyenkor mindössze annyi, hogy ez utóbbi esetben az Eagle ezt más színnel jelzi. Ezután az igényeinknek és a technológiai korlátoknak megfelelő alakzatokat berajzolhatjuk. Ez jelen példában így néz ki:





Furatgalvanizálás: mi lesz galvanizált és mi nem?
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24
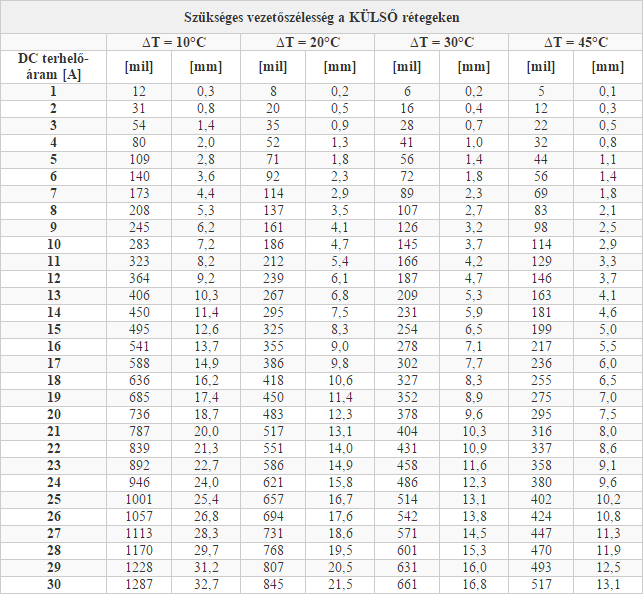
A szigetelési távolság méretezése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24Esetenként (vagy akár állandóan ![]() ) előfordulhat, hogy helyhiánnyal küzdünk, és az áramkört muszáj egy adott méretbe belezsúfolni. Ilyenkor általában le kell mondanunk a “szellős design”-ról, és minél közelebb kell egymás mellett és az alkatrészek között elvinnünk a vezetősávokat. Ebben a cikkben az IPC-2221A szabvány által ajánlott értékeket mutatjuk be.
) előfordulhat, hogy helyhiánnyal küzdünk, és az áramkört muszáj egy adott méretbe belezsúfolni. Ilyenkor általában le kell mondanunk a “szellős design”-ról, és minél közelebb kell egymás mellett és az alkatrészek között elvinnünk a vezetősávokat. Ebben a cikkben az IPC-2221A szabvány által ajánlott értékeket mutatjuk be.
A szabvány a vezetők NYÁK-on való elhelyezkedésétől, szigetelésétől és a használat tengerszint feletti magasságától függően hét osztályba sorolja a lehetséges eseteket az alábbi táblázat szerint.