Archives
Panelizálás tervezése ritzeléssel
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24





Panelizálás tervezése – általános ismertető
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24





Az egyes lépéseket célszerű a megadott sorrendben elvégezni, hogy ne érjen meglepetés minket.
1. lépés: válasszunk egy beültető céget! Elsősorban természetesen a saját beültetési szolgáltatásunkat ajánljuk, mivel ebben az esetben elkerülheti a vitás helyzeteket, amikor a NYÁK gyártója és a beültető cég egymásra mutogatnak, amiért a panelek nem működnek, Önnek pedig már szállítania kellene a kész áramköröket. Továbbá a NYÁK tervet is tudjuk módosítani úgy, hogy a beültetési technológiánkhoz a legjobban illeszkedjen, így minimalizáljuk a hibákat. Ráadásul nálunk stencilköltséggel sem kell számolnia, mert a beültetéshez szükséges stencilt házon belül kivágjuk lézerrel, aminek árát nem számítjuk fel.
2. lépés: küldjük el az egyedi NYÁK tervét a beültető cégnek, és egyeztessünk velük, hogy mekkora panelizált panelre van szükségük és milyen elrendezés a legjobb számukra. Az elrendezés alatt értjük: hányszor hányas montír legyen? A panelméretet nagymértékben befolyásolja a NYÁK alapanyagának vastagsága. Míg egy 1,6mm-es alapanyagból készült A4-es méretű panel ritzeléssel elválasztva igen stabil marad, addig ugyanez a panel 0,8mm-es vastagságban már szinte papírszerűen hajlik és törik! Az ideális panelméret általában kb. A6 és A4 méret közötti (A6 méret: 105x148mm, A4 méret: 210x297mm).
3. lépés: ha a szokásosnál nagyobb tömegű alkatrészt (pl. NYÁK-ba ültethető trafót) tartalmaz a terv, akkor külön kérdezzük meg a beültetőt, hogy mit javasol, mekkora méretbe és milyen elrendezéssel panelizáljuk a NYÁK-ot, hogy a beültetendő panel még stabil maradjon?
4. lépés: döntsük el, hogy a panelon belül az egyes NYÁK-ok elválasztását hogyan szeretnénk kérni a NYÁK gyártótól (kitördelhető marás, ritzelés vagy ezek kombinációja) – ez összefüggésben van a 3. lépéssel, mert befolyásolja a panel stabilitását.
5. lépés: végezzük el a panelizálást és küldjük el gyártásra a paneltervet.
Extrém hiba a sorozatgyártásban: legyártatok 500db 50x50mm-es NYÁK-ot egyesével kontúrmarva (a terv tele van SMD alkatrésszel, amik természetesen a panel széléig kilógnak, hogy véletlenül se maradjon hely a beültetőgépnek a NYÁK befogásához), MAJD EZUTÁN keresek egy szimpatikus beültetőcéget, aki tájékoztat arról, hogy ebben a nem panelizált formában csak kézzel tudja beültetni az alkatrészeket, ami 2-5x annyiba fog kerülni, mint a gépi beültetés és 2 héttel tovább is tart majd…
![]() A sorozatgyártásnál további szempont, hogy a NYÁK-ok gépi szerelésre alkalmasak legyenek. Ez azt jelenti, hogy általában szelektív felületkezeléssel kell készülniük. A nem szelektív ónozású NYÁK-ok esetében a lötstop alatt is ónréteg van (általában galvánón). Ennek a szerkezete viszonylag porózus, és a reflow kemencés forrasztás vagy nem szelektív hullámforrasztás során megolvad. Emiatt a lötstop alatt megolvadt ón felráncosítja a lötstopot, és széles vezetők esetén elszívhatja az ónt a pad-ekről, amely végül selejtet is eredményezhet. Gépi beültetésnél kizárólag szelektív ónos NYÁK-ok használjon (nincsen ón a lötstop alatt, csak a pad-eken), kerülje a ma már elavult galvánónos technológiát.
A sorozatgyártásnál további szempont, hogy a NYÁK-ok gépi szerelésre alkalmasak legyenek. Ez azt jelenti, hogy általában szelektív felületkezeléssel kell készülniük. A nem szelektív ónozású NYÁK-ok esetében a lötstop alatt is ónréteg van (általában galvánón). Ennek a szerkezete viszonylag porózus, és a reflow kemencés forrasztás vagy nem szelektív hullámforrasztás során megolvad. Emiatt a lötstop alatt megolvadt ón felráncosítja a lötstopot, és széles vezetők esetén elszívhatja az ónt a pad-ekről, amely végül selejtet is eredményezhet. Gépi beültetésnél kizárólag szelektív ónos NYÁK-ok használjon (nincsen ón a lötstop alatt, csak a pad-eken), kerülje a ma már elavult galvánónos technológiát.




A beültető céggel történt egyeztetés után már tudjuk, hogy mekkora és milyen elrendezésű panelt kell (érdemes) terveznünk az egyedi NYÁK tervünkből. Ha pl. 100db egyedi NYÁK-ra van szükségünk, és a legjobb elrendezés beültetés szempontjából a 6×4-es, akkor 4db panel rendelése esetén 96db egyedi NYÁK-unk lesz, 5db panel rendelésekor pedig 120db. Ekkor célszerű a nagyobb mennyiséget választani.
![]() Mindig tervezzünk 10-20% többlettel! Ha 100db kész áramkörre van szükségünk, akkor rendeljünk mindenből 110-120db-ot. A beültetési folyamatnál is lehetnek hibák, és ritkán előfordul, hogy a beültetett alkatrészek is hibásak (Aliexpress, eBay-ről rendelt gyanúsan olcsó selejt IC-k, stb.). A legkellemetlenebb, ha maga a NYÁK hibás, és ez csak a drága alkatrészek beültetése után derül ki. Ennek megelőzése érdekében csak E-tesztelt NYÁK-ot rendeljen!
Mindig tervezzünk 10-20% többlettel! Ha 100db kész áramkörre van szükségünk, akkor rendeljünk mindenből 110-120db-ot. A beültetési folyamatnál is lehetnek hibák, és ritkán előfordul, hogy a beültetett alkatrészek is hibásak (Aliexpress, eBay-ről rendelt gyanúsan olcsó selejt IC-k, stb.). A legkellemetlenebb, ha maga a NYÁK hibás, és ez csak a drága alkatrészek beültetése után derül ki. Ennek megelőzése érdekében csak E-tesztelt NYÁK-ot rendeljen!
Szakkifejezések jelentése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24Vektoros feliratok létrehozása EAGLE-ben
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24






A feliratok helyes megtervezése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24


Kontúrmarás és marás NYÁK-on belül
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24

A kapcsolás és a NYÁK huzalozásának megtervezése után az alábbi kép szerint nézett ki a terv. A kontúr jelenleg csak egy téglalap alak. A ![]() vonal,
vonal, ![]() körív és
körív és ![]() kör rajzolásával ezt a kontúrt tetszőlegesen átrajzolhatjuk, a szükségtelen részeit pedig az
kör rajzolásával ezt a kontúrt tetszőlegesen átrajzolhatjuk, a szükségtelen részeit pedig az ![]() “Elem törlése” ikon segítségével eltávolíthatjuk. Lássuk, hogyan!
“Elem törlése” ikon segítségével eltávolíthatjuk. Lássuk, hogyan!

A rácspontokat (![]() Grid) 0,5mm-re állítottam a rajzolás megkönnyítése érdekében.
Grid) 0,5mm-re állítottam a rajzolás megkönnyítése érdekében.

Most készítsünk egy 1,5mm sugarú lekerekítést a bal alsó sarokba ![]() körív rajzolással! Ügyeljünk arra, hogy a rétegek közül a 20 Dimension legyen kiválasztva (
körív rajzolással! Ügyeljünk arra, hogy a rétegek közül a 20 Dimension legyen kiválasztva ( ![]() ikon mellett jobbra), azaz a kontúr rétegben rajzoljunk, és a vonalszélesség 0mm legyen. (Az újabb Eagle 9.x verziókban a 0mm-es vonalszélességet sajnos nem exportálja ki a szükséges Gerber fájlokba, ezért ott valamilyen 0-tól eltérő, minimális szélességet állítsunk be.)
ikon mellett jobbra), azaz a kontúr rétegben rajzoljunk, és a vonalszélesség 0mm legyen. (Az újabb Eagle 9.x verziókban a 0mm-es vonalszélességet sajnos nem exportálja ki a szükséges Gerber fájlokba, ezért ott valamilyen 0-tól eltérő, minimális szélességet állítsunk be.)

Töröljük ki a felesleges sarkot a kontúrból: az ![]() Elem törlése ikon kiválasztása után kattintsunk az eltávolítani kívánt részekre!
Elem törlése ikon kiválasztása után kattintsunk az eltávolítani kívánt részekre!

Rajzoljunk egy 3mm széles beugró részt az alábbi kép szerint, ahova egy M3-as csavar beilleszthető rögzítőelemként. Használjuk a ![]() körív és az
körív és az ![]() Elem törlése funkciót!
Elem törlése funkciót!


A NYÁK gyártás során marást NYÁK-on belül is kérhetünk, amelyet ugyanúgy rajzolhatunk a 20 Dimension rétegbe, vagy válszthatjuk a 46 Milling réteget is (![]() ikon mellett jobbra). A különbség ilyenkor mindössze annyi, hogy ez utóbbi esetben az Eagle ezt más színnel jelzi. Ezután az igényeinknek és a technológiai korlátoknak megfelelő alakzatokat berajzolhatjuk. Ez jelen példában így néz ki:
ikon mellett jobbra). A különbség ilyenkor mindössze annyi, hogy ez utóbbi esetben az Eagle ezt más színnel jelzi. Ezután az igényeinknek és a technológiai korlátoknak megfelelő alakzatokat berajzolhatjuk. Ez jelen példában így néz ki:





Furatgalvanizálás: mi lesz galvanizált és mi nem?
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24
A szigetelési távolság méretezése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24Esetenként (vagy akár állandóan ![]() ) előfordulhat, hogy helyhiánnyal küzdünk, és az áramkört muszáj egy adott méretbe belezsúfolni. Ilyenkor általában le kell mondanunk a “szellős design”-ról, és minél közelebb kell egymás mellett és az alkatrészek között elvinnünk a vezetősávokat. Ebben a cikkben az IPC-2221A szabvány által ajánlott értékeket mutatjuk be.
) előfordulhat, hogy helyhiánnyal küzdünk, és az áramkört muszáj egy adott méretbe belezsúfolni. Ilyenkor általában le kell mondanunk a “szellős design”-ról, és minél közelebb kell egymás mellett és az alkatrészek között elvinnünk a vezetősávokat. Ebben a cikkben az IPC-2221A szabvány által ajánlott értékeket mutatjuk be.
A szabvány a vezetők NYÁK-on való elhelyezkedésétől, szigetelésétől és a használat tengerszint feletti magasságától függően hét osztályba sorolja a lehetséges eseteket az alábbi táblázat szerint.

A vezetősávok méretezése
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-24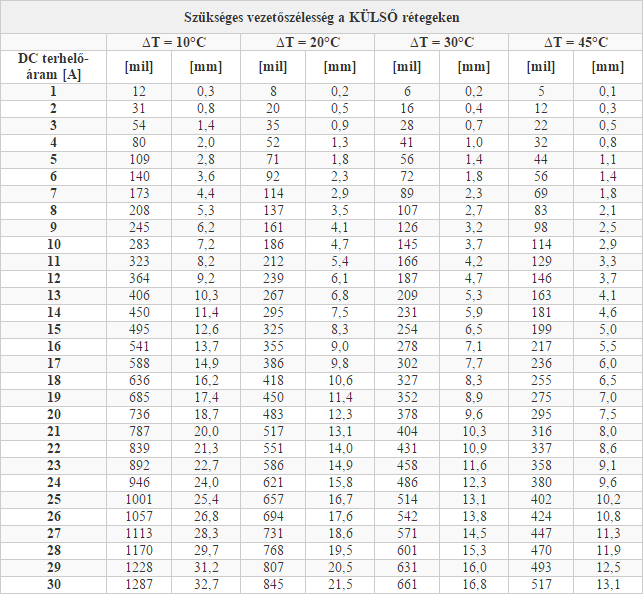



A NYÁK gyártás alapjairól 5 percben
Posted by NYÁKÁRUHÁZ Kft. in Tudásbázis on 2020-09-23



- « Előző
- 1
- 2
- 3
- 4
- Következő »